The split case pump is a centrifugal pump with a casing divided horizontally or vertically, providing easy access to internal components for convenient inspection and maintenance. Engineered with advanced hydraulics, it delivers high efficiency, broad hydraulic coverage, low NPSHr, and long service life, making it ideal for continuous, reliable, high-capacity liquid transfer across diverse industries.
Key Design Features
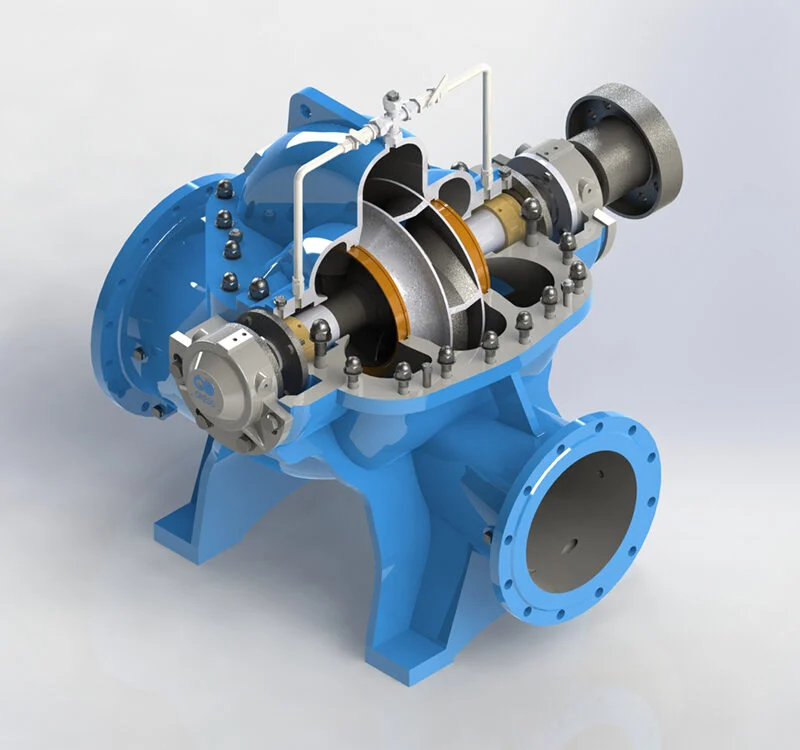
Double Suction Impeller: Fluid enters from both sides of the impeller, balancing axial forces, reducing shaft deflection, and improving bearing life.
High Hydraulic Efficiency: Advanced impeller and volute design minimizes energy losses, delivering excellent efficiency and reducing operating costs.
Low NPSHr Performance: Optimized suction design reduces cavitation risk, ensuring safe and stable operation under challenging suction conditions.
Ease of Maintenance: Split casing construction allows quick access to impeller, shaft, and bearings without dismantling piping, reducing downtime.
Robust & Versatile Materials: Available in cast iron, ductile iron, stainless steel, bronze, and special alloys to handle clean water, seawater, and industrial process fluids.
Extended Service Life: Durable construction, heavy-duty bearings, and precise hydraulic balance contribute to long-term reliable performance.